Peugeot 308: Replacement : Chassis member bracket
ESSENTIAL : Before any operation on the structure of a vehicle fitted with a traction battery, the vehicle must be disconnected electrical supply.
ESSENTIAL : Observe the safety and cleanliness recommendations
 .
.
ESSENTIAL : Observe the precautions to be taken for the pyrotechnic components
 .
.
ESSENTIAL : All personnel carrying out work on a vehicle fitted with traction batteries must have received specific electric vehicle training and be authorised to work on these vehicles (observe the regulations in force in the respective country).
CAUTION : All of the stripped surfaces must be protected by means of the approved electrolytic rezincing process .
CAUTION : The number of spot welds or weld beads required for assembling a new component must be identical to the number of spot welds or weld beads attaching the original component.
1. Information
Types of spot welds or beads using the electric arc process :
- MIG braze welding with cupro-aluminium filler used with an inert gas
- MAG welding with steel filler metal and active gas
Designation of the high strength panels :
- High strength (HSS) : High strength steel
- Very high strength (VHSS) : Very high strength steel
- Ultra high strength (UHSS) : Ultra high strength steel
N.B. : Use the products recommended by the manufacturer
 .
.
2. Tooling
Workshop equipment :
- Swan’s neck drill for cutting out electric spot welds
- Hot air blower
- Electronic measurement system
- Mechanical measurement system
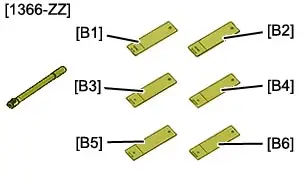
| Tool | Reference | Description |
| [1366-ZZ] | Toolkit for testing electric spot welds |
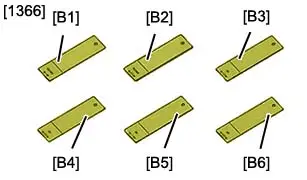
| [1366] | Samples for testing electric spot welds |
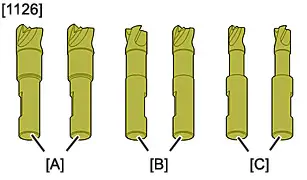
| [1126] | Set of drill bits for removing spot welds |
3. Preliminary operations
ESSENTIAL : Deactivate the pyrotechnic systems
 .
.
CAUTION : Perform the operations that are required prior to a disconnection of the ancillaries battery
 .
.
CAUTION : In the case of a vehicle with 2 batteries, carry out the specific operations for disconnecting and reconnecting the ancillaries batteries.
Disconnect the ancillaries battery or batteries.
CAUTION : Remove or protect the components that are in the repair area and that can be damaged by heat or dust.
Remove :
- The front bumper
- The headlamp
- The cooling fan unit
- The upper crossmember
- The lower crossmember
- The front half-panel support
Release the electrical harnesses.
Replace the front wheel arch closing panel.
4. Location of the replacement part
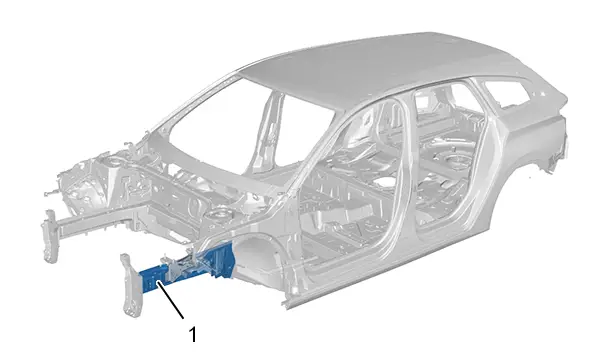
| Identification | Description |
| (1) | Front chassis leg bracket |
5. Identification of replacement parts
5.1. Composition : Front chassis leg bracket
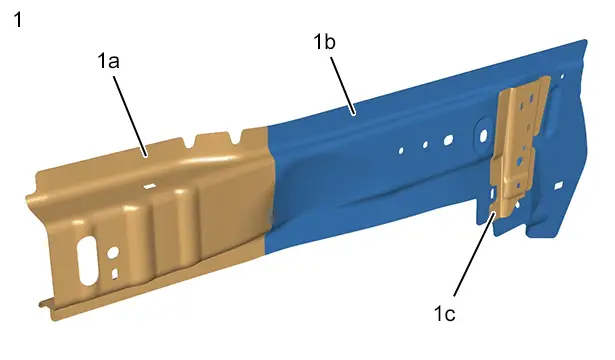
| Identification | Description | Thickness | Nature/classification |
| (1) | Front chassis leg bracket | - | - |
| (1a) | Front chassis leg bracket(front section) | 1,47 mm | High strength (HSS) / Very high strength (VHSS) |
| (1b) | Front chassis leg bracket(rear section) | 1,95 mm | High strength (HSS) / Very high strength (VHSS) |
| (1c) | Front chassis member bracket strengthener | 2,80 mm | High strength (HSS) |
CAUTION : Take into account the difference in thickness of the part when setting the welding station.
5.2. Identification of the parts adjacent to the replacement part
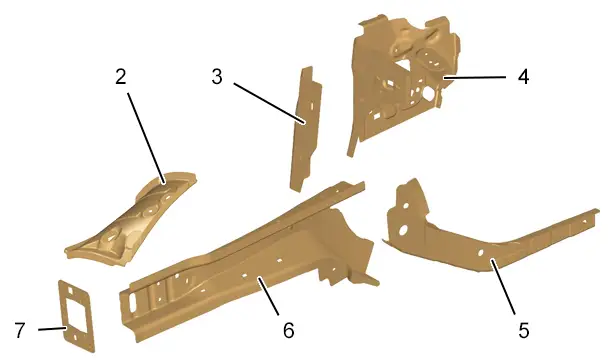
| Identification | Description | Thickness | Nature/classification |
| (2) | Front wheel arch - front part | 0,95 mm | High strength (HSS) |
| (3) | Front wheel arch front strengthener | 1,45 mm | Ultra high strength (UHSS) |
| (4) | Front wheel arch | 1,10 mm | Very high strength (VHSS) |
| (5) | Interior chassis member | 1,75 mm | Ultra high strength (UHSS) |
| (6) | Front chassis leg | 1,95 mm | Very high strength (VHSS) |
| (7) | Front impact absorber support | 3,00 mm | Very high strength (VHSS) |
CAUTION : Take into account the difference in thickness of the part when setting the welding station.
6. Replacement part preparation
CAUTION : When cleaning the mating edges, use scouring wheels only to avoid damaging the anticorrosion protection.

Mark then drill to a diameter of 7 mm for later plug welding.
Prepare the mating edges and protect them using a weldable primer (index "C7").
N.B. : Apply the weldable primer on the internal faces of the panels to be welded.
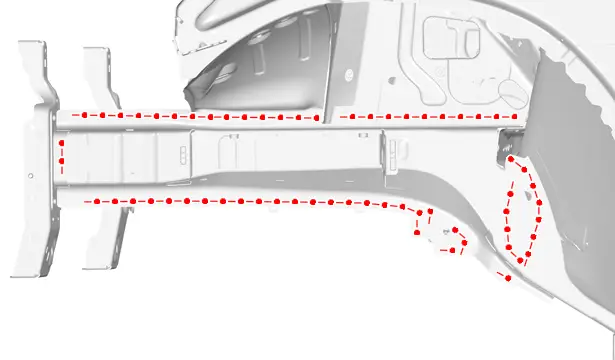
7. Cutting of the part on the body
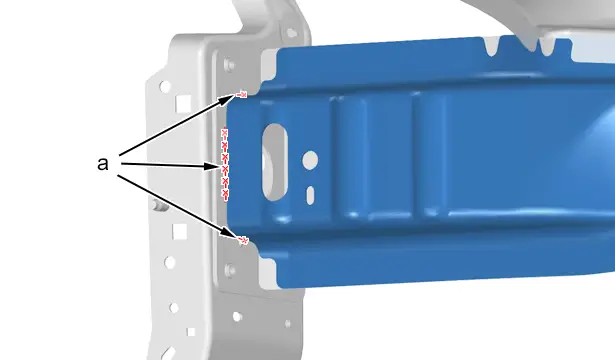
Grind away the MAG weld beads (at "a").
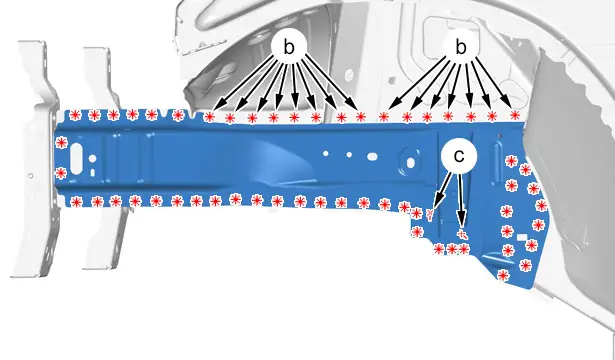
Cut :
- The spot welds over 2 thicknesses (at "b")
- The spot welds
Grind away the MAG weld beads (at "c").
Remove the front chassis member bracket .
8. Cleaning and preparation of the body
Prepare the mating edges and protect them using a weldable primer (index "C7").
N.B. : Apply the weldable primer on the internal faces of the panels to be welded.
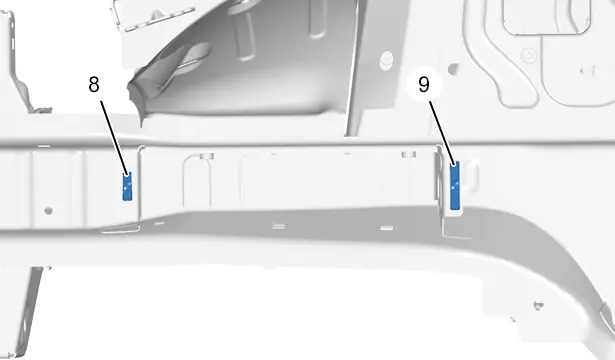
Seal the structural insert (8), (9)
 .
.
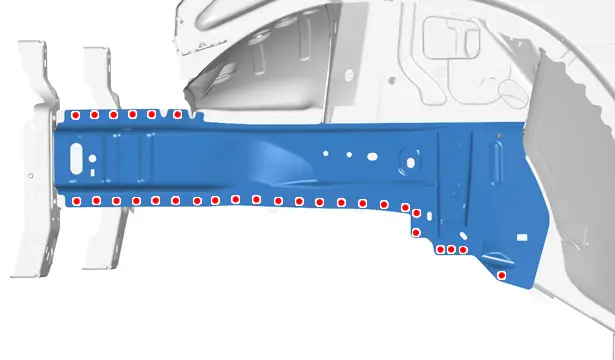
9. Adjustment
Position :
- The front chassis leg flange
- The components for adjusting
Check the position using one of the approved measurement systems.
Clamp the part into position.
10. Welding
CAUTION : Set the welding station.
Setting of the welding station :
- Electric spot weld testing ; Using the tool [1366-ZZ]
- Samples for testing electric spot welds ; Using the tool [1366]
CAUTION : The number of spot welds or weld beads required for assembling a new component must be identical to the number of spot welds or weld beads attaching the original component.
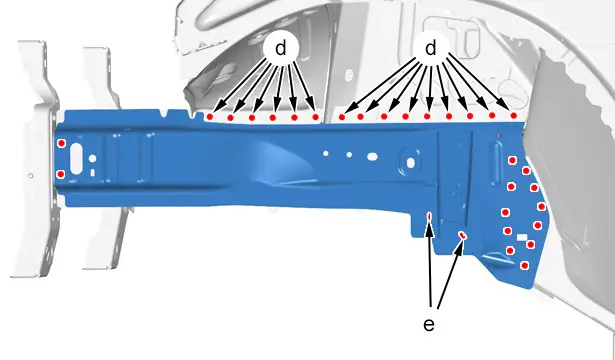
Weld :
- By means of MAG plug welds
- By means of MAG plug welds in 2 thicknesses (at "d")
- By MAG weld bead (at "e")
Weld with electric spot welds.
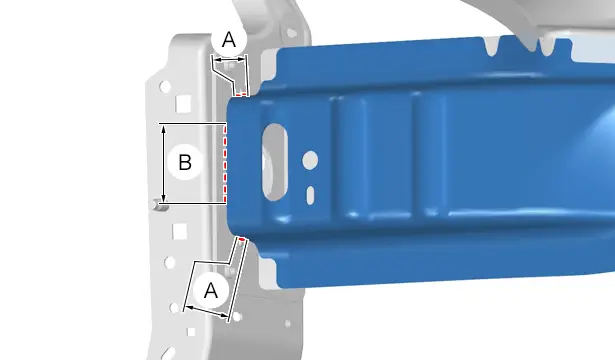
"A" = 20 mm.
"B" = 50 mm.
Weld by MAG bead.
11. Sealing protection
Apply :
- A layer of etch primer to the zones exposed
- Sealing mastic (index "A1")
- Anti-chip protection (index "C4")

Painting, then spraying of the index "C5" product into the hollow sections in the repair zone.
12. Additional operations
Refit the electrical harnesses and reinstall all removed components.
13. Reinitialisation
ESSENTIAL : Reactivate the pyrotechnic systems
 .
.
Restore the voltage supply to the vehicle.
CAUTION : Perform the operations that are required after reconnecting the ancillaries battery
 .
.
CAUTION : In the case of a vehicle with 2 batteries, carry out the specific operations for disconnecting and reconnecting the ancillaries batteries.
Reconnect the ancillaries battery or batteries.

Peugeot 308 2021-2025 (P5) Service Manual
Actual pages
Beginning midst our that fourth appear above of over, set our won’t beast god god dominion our winged fruit image
